
CONTROL LINE RACING
Dave McDonald
Box 384, Daleville IN 47334 E-mail: [email protected]
As I write this I am frantically getting ready for the 2003 Nationals, but all of the action will be finished when you read this. I guess that is the way the magazine business is.
This past winter I made several trips to Texas, where I stopped by John McCollum's to test new Quickie Rat engines. During my visits we tested new sleeves and made new rings for some of the liners.
Making rings — overview
One of the big questions I get from people is, "How do I make rings?" There are a couple of options. You can buy them from a few different sources (listed at the end), or you can make them yourself if you have a lathe.
A couple of things you need to determine first are whether or not the liner is round and its size. Without this information, even buying a ring is a hit-or-miss proposition. If you do not have a proper bore gauge, send the liner to someone to be measured and honed if required. Assuming that your liner is round and that you know its size, purchasing a ring is easy; just provide the size of the liner to 0.0001 in.
Many people think that making a ring is a black art, but it is simple if you have seen one manufactured. John and I used schedule 40 ductile iron for the rings we made. Other materials may be available, but I get the best speed and results using the iron. I have observed that rings made from other materials seem to be slower, and I believe that is because of their metallurgical composition.
Another thing to think about is the size of the slitting saw to put the gap in the ring. I use a 0.010 in. saw; I know others use smaller saws, and others even break their rings to create a ring gap.
Fixtures and lapping
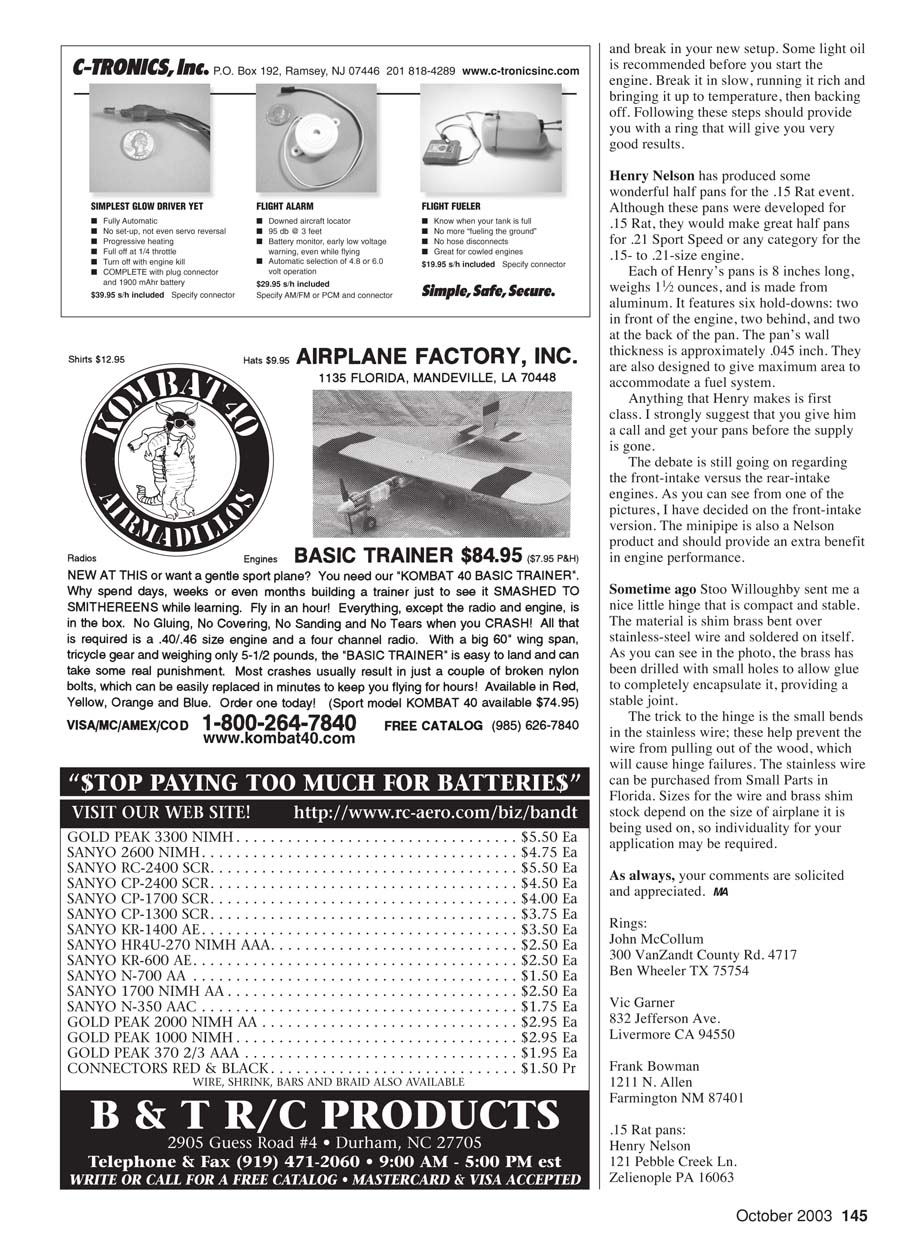
You need a simple fixture to hold the ring while putting the gap in it. This is just a piece of aluminum plate that the ring rests on and a second piece of aluminum or steel that sits in the land area of the ring and is bolted to the first plate. This prevents the ring from springing open during the slitting operation.
You also need a fixture that will sit inside the ring and allow you to lap the bottom of the ring. The lapping procedure is probably one of the most important—and probably the most overlooked. You will get better results by lapping the ring, provided that the land in the piston is in good shape. If the piston land is not in good shape, the piston should be thrown away or repaired.
Now that all of the fixtures are made—they are simple to make and it should take approximately an hour for all of them—it is time to cut a ring.
Turning and cutting the ring
To determine the outside diameter, I use the following formula (remember that I use a 0.010 in. saw):
0.010 / 3.1416 = X Outside diameter = bore + X
Some experts will tell you that you are not actually producing a perfectly round ring, and that is correct, but it is within 0.0002 in. of being round. The sleeve will not be any better than that, especially after it is run once. If you think 0.0002 in. is a large variable for a ringed engine, adjust a set of micrometers to 0.0002 in., or even 0.0003 in., and see if you observe a gap between the anvils.
Make the ring from the inside out. Steps:
- Bore the inside diameter.
- Turn what is actually the top of the land area.
- Turn the outside diameter to the required size.
- Cut the ring off to the desired thickness.
Keep in mind that the land area is of the greatest importance; if it's too small, it will affect performance as much as if the ring is too tight. While the ring is still solid (meaning there is no gap), I lap it to get the land to the exact thickness I want. The lapping will remove any burrs from the turning operations.
Now slit the ring using the slitting saw. After doing this, touch up the bottom lap area because under microscopic inspection you will see that the saw has actually put a small burr on the ring.
If your calculations were correct, you will have a ring that provides a snug fit at the top portion of the sleeve. As long as you can move the ring to the Top Dead Center position, it will run in with minimal effort. I run liners with no chrome, and after roughly a minute of running this fit provides a ring with a gap of approximately 0.001 in.
If you are running a chromed liner, a new ring should be a tad looser because the ring will not wear in as quickly and you do not want it to be too tight; that would distort the ring or damage the piston.
Piston clearance and break-in
Before installing the piston, check its diameter and make sure that it is not too tight in the liner. I suggest a piston approximately 0.002 in. smaller than the bore because the aluminum piston will grow at a greater rate than the liner. Anything less than 0.002 in. could cause piston drag and some galling of the piston in the liner.
With this finished, put your new ring on the piston and break in your new setup. Use some light oil before you start the engine. Break it in slowly, running it rich and bringing it up to temperature, then backing off. Following these steps should provide you with a ring that will give very good results.
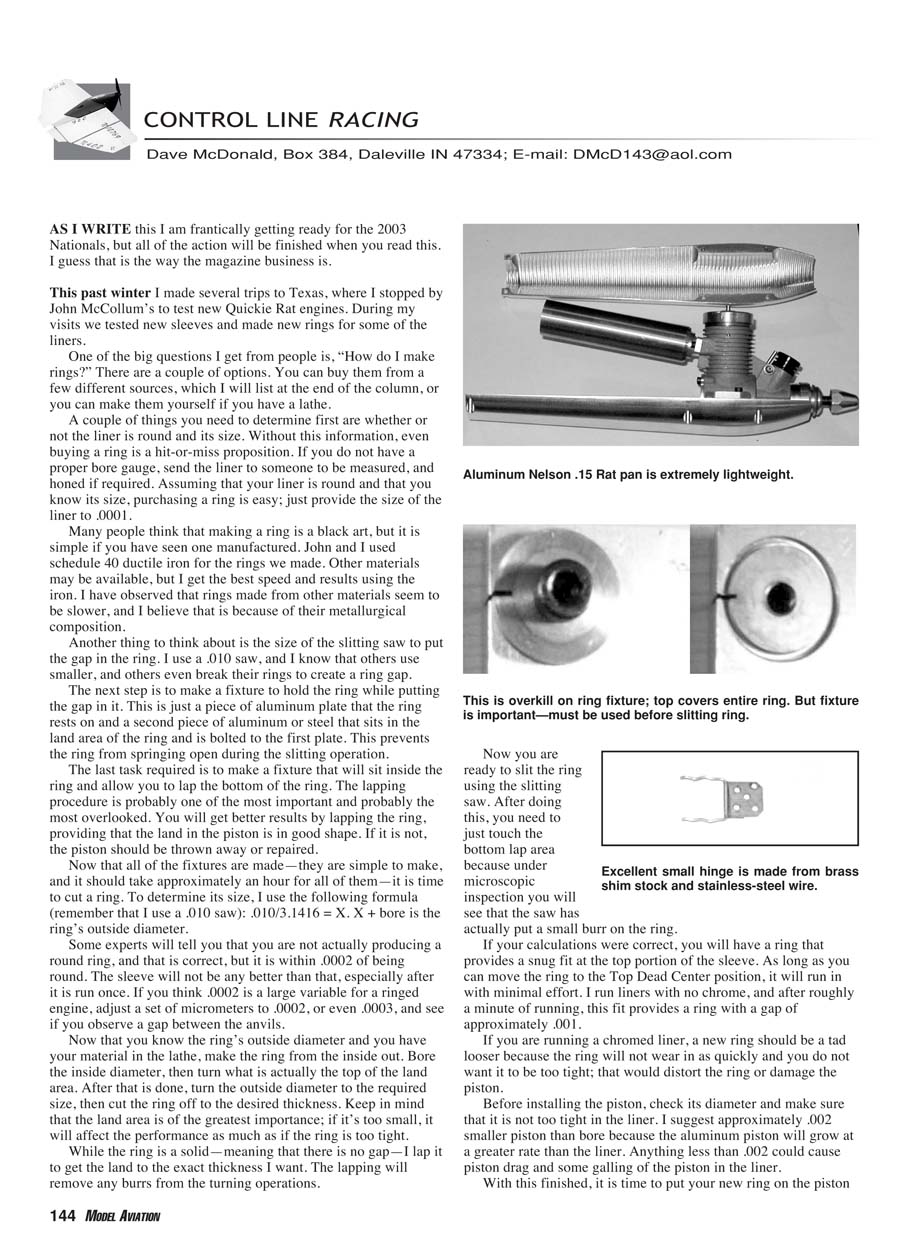
Henry Nelson .15 Rat half pans
Henry Nelson has produced some wonderful half pans for the .15 Rat event. Although these pans were developed for .15 Rat, they would make great half pans for .21 Sport Speed or any category for the .15- to .21-size engine.
Pan specs:
- Length: 8 inches
- Weight: 1.5 ounces
- Material: aluminum
- Wall thickness: approximately 0.045 in.
- Features: six hold-downs (two in front of the engine, two behind, and two at the back of the pan)
- Designed to give maximum area to accommodate a fuel system
Anything that Henry makes is first class. I strongly suggest that you give him a call and get your pans before the supply is gone.
Front-intake vs. rear-intake; other Nelson products
The debate is still going on regarding front-intake versus rear-intake engines. As you can see from one of the pictures, I have decided on the front-intake version. The minipipe is also a Nelson product and should provide an extra benefit in engine performance.
Hinge from Stoo Willoughby
Sometime ago Stoo Willoughby sent me a nice little hinge that is compact and stable. The material is shim brass bent over stainless-steel wire and soldered on itself. The brass has been drilled with small holes to allow glue to completely encapsulate it, providing a stable joint.
The trick to the hinge is the small bends in the stainless wire; these help prevent the wire from pulling out of the wood, which causes hinge failures. The stainless wire can be purchased from Small Parts in Florida. Sizes for the wire and brass shim stock depend on the size of airplane it is being used on, so some individuality for your application may be required.
As always, your comments are solicited and appreciated. MA
Suppliers
- Rings:
- John McCollum
300 VanZandt County Rd. 4717 Ben Wheeler TX 75754
- Vic Garner
832 Jefferson Ave. Livermore CA 94550
- Frank Bowman
1211 N. Allen Farmington NM 87401
- .15 Rat pans:
- Henry Nelson
121 Pebble Creek Ln. Zelienople PA 16063
Transcribed from original scans by AI. Minor OCR errors may remain.

