


Two-Cycle Engine Oils
by Jim Gorombei
IF WE LOOK at the cost of almost any gas-powered airplane these days, we can safely say that the power plant adds up to approximately 25% of our investment. To protect this investment we are faced with a smorgasbord of oils and a never-ending supply of opinions about which to use.
The choices of yesterday amounted to a short list of petroleum-based products that offered limited protection, even in overconcentrated mix ratios. Ah, those were the days.
When I was a kid my dad would take me out to race a Mac 100–powered go-kart. By the end of the day the powerful engine had put a sludge coating on the exhaust and the rear of the chassis. That hint of castor smell was so welcoming every weekend.
Those days of oil-belching and smoke-spewing two-stroke engines are largely gone, mainly because of heightening Environmental Protection Agency (EPA) and emissions requirements at national and local levels. Many other industries that use two-stroke engines have been forced to develop testing standards for two-cycle oils that reduce smoke emissions and unburned exhaust deposits.
The two-stroke-engine industry’s long-term objectives have been to reduce emissions (both burned and unburned oil) and to develop a quality oil that reduces the required fuel-mixture ratio while extending engine life. The result is oils that significantly reduce emissions, produce fewer warranty problems, and increase customer satisfaction because engines last longer with less maintenance and fewer overhauls.
The model-airplane two-stroke-engine industry is only a speck on the radar of the entire two-stroke industry, even if we include our bigger brothers in the ultralight aircraft category. Model-airplane engines are often remnants of a past technology shared with lawn-and-garden equipment such as chain saws, weed eaters, snowblowers, and leaf blowers. As a result, many oils available to us were developed for those industries and later branched out to motorsports such as motocross, snowmobiling, and watercraft.
Not only have oil standards changed because of EPA requirements, but improvements in two-stroke technology—such as creative exhaust valving, multiport induction, and the use of exotic metals—have increased power and also increased engine heat and cylinder-head temperatures.
Types of Two-Stroke Oils
- Petroleum-based (dino oil)
- Semisynthetic (synthetic blend)
- Full synthetic
Searching forum threads to find the best oil for your engine can be confusing. My attempt here is to present facts and relate my experience so you can make an informed decision about selecting the best oil and how to use it.
Industry Testing and Certifications
A factor in choosing an oil is the testing bodies that develop standards for the industries served by two-cycle lubricants.
- American Society for Testing and Materials (ASTM or TC)
- Uses three run-testing sequences on air-cooled two-stroke engines ranging from 50cc single-cylinder to 350cc twin.
- Tests include detergency (prevention of sticking rings and carbon buildup), lubricity, and deposit control.
The lubricity test uses a 50cc single-cylinder engine running at a constant 4,000 rpm with varying load, causing head-temperature swings from 392° to 662° for five cycles. The oil in this test has a 150:1 mix ratio; torque output and teardown results are compared to a reference oil (type ASTM 600). If the test oil’s torque drop is equal to or less than the reference oil’s, it is given the ASTM TC certification.
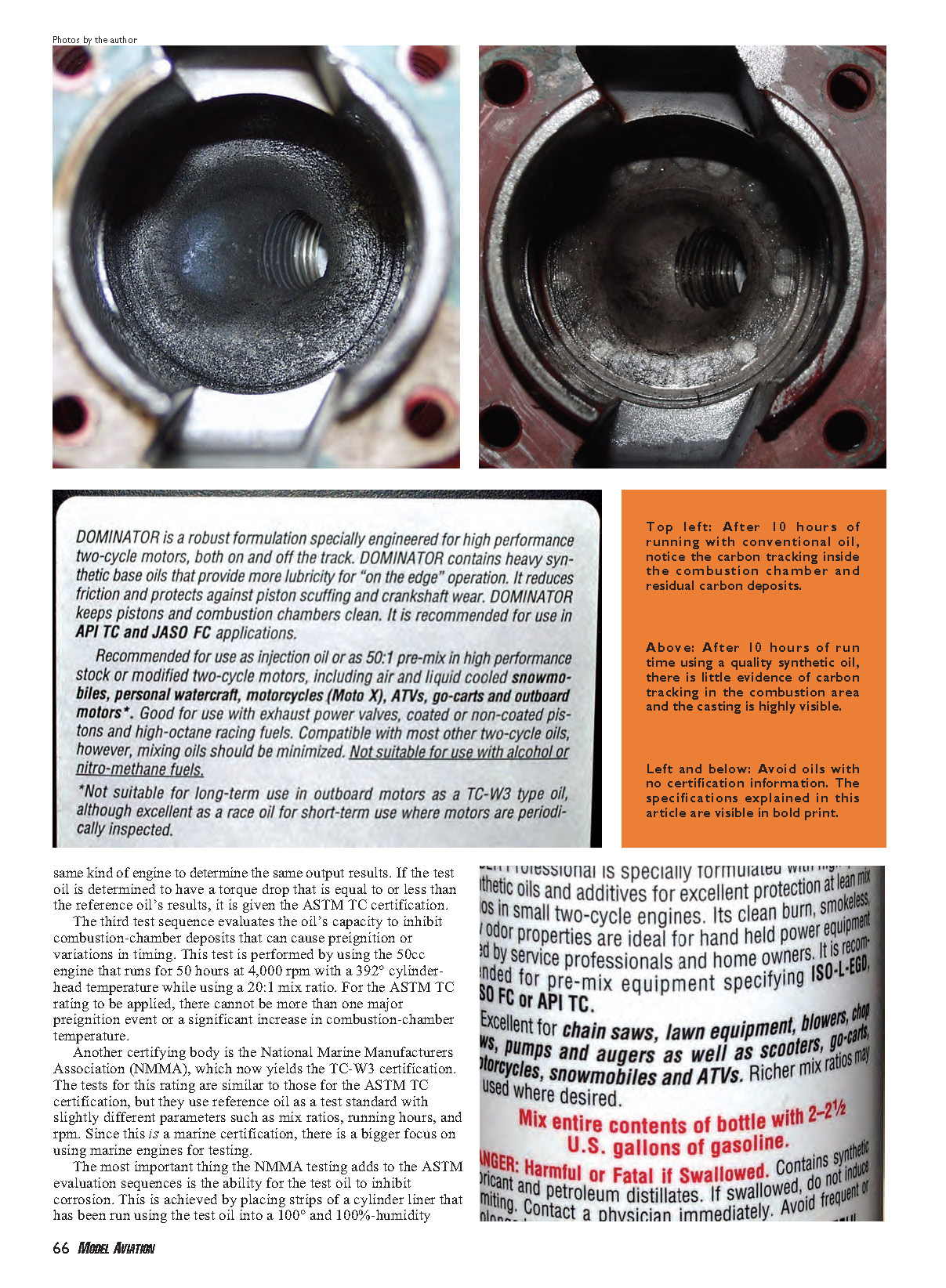
The deposit test evaluates the oil’s capacity to inhibit combustion-chamber deposits that can cause preignition or timing variations. This uses the 50cc engine run for 50 hours at 4,000 rpm with a 392° cylinder-head temperature and a 20:1 mix ratio. For ASTM TC rating, there cannot be more than one major preignition event or a significant increase in combustion-chamber temperature.
- National Marine Manufacturers Association (NMMA)
- Yields the TC-W3 certification.
- Tests are similar to ASTM TC but use different parameters (mix ratios, running hours, rpm) and focus on marine engines.
- Adds corrosion inhibition testing: strips of a cylinder liner run with the test oil are placed in a 100°/100% humidity chamber and then examined for corrosion or pitting.
What Applies to Model-Airplane Engines
In reality, all of these certifications are relevant, but some are more applicable than others depending on frequency of use, location (humidity/salt air), and flying type.
- Our engines require superior film strength because high compression ratios increase combustion-chamber heat and crankshaft bearing pressures. Hot combustion quickly burns off light oils and causes rapid piston expansion, decreasing piston-to-cylinder clearances. That promotes piston scuffing and possible seizure. Increased crankshaft bearing pressure promotes metal-to-metal contact, wear, and pitting.
- Most modern oils are capable of controlling internal engine loads for our airplane engines. The inherent load of spinning a propeller is relatively steady compared with the varying heavy external loads experienced by chain saws or weed eaters.
- All engines benefit from the detergency provided by modern synthetics, which help keep internal components free from carbon and varnish deposits that can cause rings to stick, uneven cylinder wear, and reduced compression over time.
- Pilots who fly infrequently or live in humid, salt-air areas will benefit from NMMA-certified oils with superior anticorrosion agents. These oils help prevent rust or surface corrosion during extended storage (winter downtime), resulting in smoother operation when the engine is returned to service.
Break-In, Heat Cycling, and Practical Recommendations
I’ll offer opinions and suggestions based on 20-plus years and probably thousands of engine repairs and development.
- Break-in oil
- Engines can be broken in on either petroleum-based oils or synthetics.
- In bench testing, engines broken in on synthetics exhibited the same ring and cylinder wear patterns and yielded similar compression numbers as those broken in on conventional oils, though synthetics can take slightly longer to show the same patterns.
- A practical comparison: running one gallon of a 40:1 petroleum-based mix versus two gallons of a 55:1 synthetic mix produced close results in patterns, compression numbers, and cylinder-head temperature.
- I use synthetic for break-in to avoid premature varnish and unwanted carbon. New engines clogged with oil residue often show erratic running, reduced performance, and starting problems—usually caused by too much oil in the fuel mix.
- Heat cycling
- Use heat cycling during break-in: run the engine 15 minutes on, 10 minutes off. This allows parts to mate more evenly and reduces the chance of uneven cylinder wear and piston scuffing.
- Break-in running speed: about 4,000 rpm. Turning the engine faster during break-in creates excessive heat and can cause extreme or uneven wear.
- Mixing and source
- Don’t use an oil unless you know its origin. Check the label for the testing certifications described above.
- High-performance engines are a large investment and deserve care when mixing fuel.
Expect a reliable, long life after the engine has been broken in using the heat-cycling method.
Happy Flying!
Jim Gorombei [email protected]
Transcribed from original scans by AI. Minor OCR errors may remain.

